
Sprzęt potrzebny do lutowania:
Lutowanie wykonujemy płomieniem lampy lutowniczej lub palnika gazowego. Oba te narzędzia zasilane są gazem z butli lub z naboju i pozwalają zarówno na lutowanie miękkie, w temperaturze poniżej 450°C, jak i na lutowanie twarde (srebrem, miedzią lub aluminium) w wysokiej temperaturze powyżej 450°C.
Lampa lutownicza jest sztywnym połączeniem palnika i naboju gazowego wypełnionego butanem. Moc 1900 W przy użyciu gazu 140g/h. (rys.1a)
Palnik gazowy może być zasilany propanem lub butanem. (rys.1b)
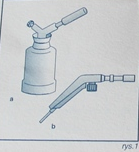
Składa się z trzech elementów:
- Rękojeści z zaworem regulującym lub odcinającym dopływ gazu,
- Wymiennych palników i końcówek,
- Elastycznej rury łączącej palnik z butlą gazową
Lampa lutownicza i palnik mają takie samo zastosowanie, jednak palnik, jako urządzenie o większej mocy, lepiej nadaje się do grubszych prac, ponieważ szybciej ogrzeje spajane elementy.
Osprzęt – końcówek
Zarówno lampa lutownicza jak i palnik gazowy mogą mieć różnorodne końcówki. Oto trzy najważniejsze:
- Koń
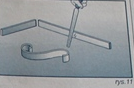
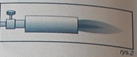 cówka rurkowa o płomieniu zaokrąglonym – do łączenia cyną rur miedzianych itd. (rys.2)
cówka rurkowa o płomieniu zaokrąglonym – do łączenia cyną rur miedzianych itd. (rys.2)
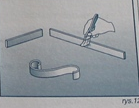
- Końc
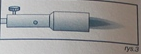 ówka cienka o płomieniu w kształcie grotu – do lutowania twardego. (rys.3)
ówka cienka o płomieniu w kształcie grotu – do lutowania twardego. (rys.3)
- Ko
 ńcówka bardzo cienka – do lutowania twardego (rys.4)
ńcówka bardzo cienka – do lutowania twardego (rys.4)
Topniki
Użycie pasty lutowniczej pozwala uniknąć korozji spajanych części. Niektóre spoiwa twarde zawierają w sobie dodatek topników:
- Topnik dla spoiny miedzianej,
- Topnik dla spoiny srebrnej,
- Topnik dla spoiny aluminiowej.
Jeśli w spoiwie nie ma dodatku topnika, musimy odpowiedni wybrać.
Wybór spoiwa
Rodzaj metalu będącego spoiwem zależy od rodzaju lutowanych elementów i sposobu ich użytkowania.
Lutowanie
- Wybór rodzaju lutowania
- Lutowanie miękkie
- Palnik gazowy i lampa lutownicza są używane przede wszystkim do lutowania instalacji tzn. łączenia lutem miękkim miedzianych rur doprowadzających wodę lub CO.
- Kiedy rury są wstawione jedna w drugą lub połączone złączką rurową, roztopiony lut wnika w połączenie między nimi, zastygając zapewnia ich szczelne złącze.
Lutowanie twarde
Lampa lutownicza i palnik gazowy pozwalają na łączenie części metalowych pracujących pod niewielkim obciążeniem. Podstawową techniką lutowania jest podobna do lutowania miękkiego.
Lutowanie miękkie
Podstawowe zasady:
- Lutowanie części muszą być czyste i odtłuszczone.
- Wybieramy spoiwo w zależności od rodzaju spajanych metali i wymaganej wytrzymałości.
- Ogrzewamy spajane elementy a nie spoiwo. Temperatura musi być taka, aby mogła pozwolić na roztopienie się spoiwa zetknięciu za spajanymi częściami.
Łączenie
Czyścimy papierami ściernymi lub drucianą szczotką powierzchnię rury wpustowej i w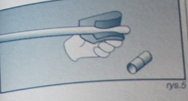 ewnętrzną rury przyjmującej lub złączki rurowej. (rys.5)
ewnętrzną rury przyjmującej lub złączki rurowej. (rys.5)
Dla ochronny miejsca pracy umieszczamy lutowane części na cegłach szamotowych.
Pokrywa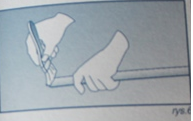 my lutowane części pastą lutowniczą, zwaną również topikiem. (rys.6)
my lutowane części pastą lutowniczą, zwaną również topikiem. (rys.6)
Wkładamy rurę w złączkę. (rys.7)
Ogrzewamy połącze nie do temperatury niezbędnej do roztopienia cyny. Miedź powinna przybrać barwę wiśniową. (rys.8)
nie do temperatury niezbędnej do roztopienia cyny. Miedź powinna przybrać barwę wiśniową. (rys.8)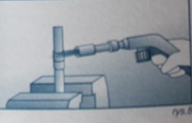
Odsuwamy płomień i przykładamy drut cynowy do złącza póki miedź jest gorąca. Roztopiona cyna wn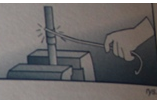 ika między rury i złączkę. (rys.9) Niezbędna długość drutu cynowego jest równa średnicy lutowanej rury.
ika między rury i złączkę. (rys.9) Niezbędna długość drutu cynowego jest równa średnicy lutowanej rury.
Lutując instalację już istniejącą, musimy zadbać o ochronę farby, tapicerki lub podłoża – używamy specjalnej osłony termicznej.
Lutowanie twarde
Musimy przestrzegać dwóch reguł
- Używajmy wyłącznie spoiwa i topników odpowiednio dobranych do rodzaju łączonego metalu.
- Ogrzewamy metal do odpowiedniej temperatury:
- – 250°C – lutowanie cyną,
- -630°C – lutowanie srebrem,
- – 820°C – lutowanie miedzią.
Regulowanie temperatury topnienia
- Zmniejszając dopływ powietrza do palnika obniżamy temperaturę płomienia:
- – dopływ powietrza zamknięty = temperatura najniższa (płomień delikatny),
- – dopływ powietrza rozwarty = temperatura najwyższa (płomień mocny).
Jeśli spoiwa nie topi się po zetknięciu z lutowanym elementami, oznacza to, że nie podgrzaliśmy ich do odpowiedniej temperatury. Odsuwamy więc pręt spoiwa i kontynuujemy ogrzewanie.
Lutowanie metali żelaznych i stopów miedzi
Używamy lutu i srebrnego i odpowiedniego topnika.
 Postępujemy jak przy lutowaniu miękkim.
Postępujemy jak przy lutowaniu miękkim.
Czyścimy lutowane powierzchnie.
Wygładzamy pilnikiem. (rys.11)
Nakładamy pędzlem topnik. (rys.12)
Bloku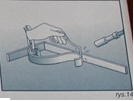 jemy lutowaniem elementy za pomocą zacisku.
jemy lutowaniem elementy za pomocą zacisku.
Ogrzewamy do odpowiedniej temperatury. (rys.13)
Przykładamy pręt spoiwa, poza płomieniem, do lutowanego miejsca, lekko przyciskając. (rys.14)
Lutowanie miedzi
- Stosujemy spoiwo z miedzi fosforanowej z dodatkiem topnika.
- Używamy palnika gazowego o płomieniu odpowiednim do wielkości lutowanych elementów.
Zasady bezpieczeństwa
Lutowanie aluminium należy wykonywać bardzo ostrożnie, ponieważ temperatura topnienia spoiwa jest tylko o kilka stopni niższa od temperatury topnienia aluminium. W czasie ogrzewania nie wolno pozostawiać płomienia skierowanego w jedno miejsce. Należy przesuwać go po całej powierzchni.











{kind=link}